Почему мы горим?...
14.06.2023
Л.И. Натейкина, заместитель директора по науке ООО «ГК Промтех»
Проблема защиты от огня была и остается одной из самых важных и актуальных на протяжении всего развития человечества. С бурным развитием технологического прогресса опасность пожаров растет практически в той же прогрессии. А пожар — это материальный ущерб, гибель людей и животных, угроза экологии. Горит практически все: древесина, бетон, полимерные конструкции, под воздействием огня обрушаются металлические конструкции, теряя свою несущую способность.
На всех конференциях по огнезащите всегда приводятся неутешительные данные по пожарам. Несмотря на огромное количество огнезащитных материалов и различных методов предупреждения и тушения пожаров, количество пожаров остается высоким. Мы горим. Почему?
Среди средств пассивной огнезащиты наиболее простым и удобным в реализации остается применение лакокрасочных материалов вспучивающегося типа: они выдерживают механические воздействия, вибрацию и не изменяют конфигурацию защищаемой конструкции, не оказывают дополнительной нагрузки на конструкции, так как наносятся на поверхность тонким слоем, как правило, не более 3 мм. Преимуществом применения тонкослойной огнезащиты является простой и удобный метод нанесения: распыление, кисть, валик. При этом к недостаткам подобных материалов можно отнести дороговизну качественного состава. Но…
Мы не хотим платить за качество, которое обеспечивает безопасность жизни человека и окружающего его пространства. В реалиях происходит так: на рынке огнезащиты превалирует низкая цена. Поэтому, производители «настоящих» огнезащитных составов проигрывают в тендерах.
Наша компания имеет свою исследовательскую лабораторию, и мы периодически выполняем мониторинг рынка огнезащиты. Закупаем огнезащитные составы производителей-конкурентов и испытываем их в нашей лаборатории.
Для оценки огнезащитных характеристик покрытий мы используем лабораторную установку и методику «Определение теплоизолирующих свойств огнезащитных покрытий по металлу, которая является усовершенствованным аналогом методики «Определение теплоизолирующих свойств огнезащитных покрытий по металлу» М., ВНИИПО, 1988, разработанной канд.техн. наук С.В. Баженовым, Ю.В. Наумовым, Л.В. Мотиной, и написана на основе: «Инструкции определения теплоизолирующих свойств вспучивающихся покрытий по металлу». МВД СССР. ВНИИПО. М., 1980.
Поскольку наша компания неоднократно проигрывала тендеры в пользу некоторых производителей-конкурентов с более низкой ценой огнезащитного состава, мы в качестве объекта для наших исследований выбрали именно огнезащитные составы для металлоконструкций с низкой рыночной ценой порядка 300-350 руб/кг.
Составы наносили на подготовленные стальные пластинки размером 140х80х1 мм при помощи шпателя толщиной сухого слоя 1 мм. Покрытия сушили по режиму: Т=20°С — 24 ч, Т=60°С — 2 ч, Т=20°С — 24 ч. и испытывали на лабораторной установке, обеспечивающей температурный режим стандартного пожара.
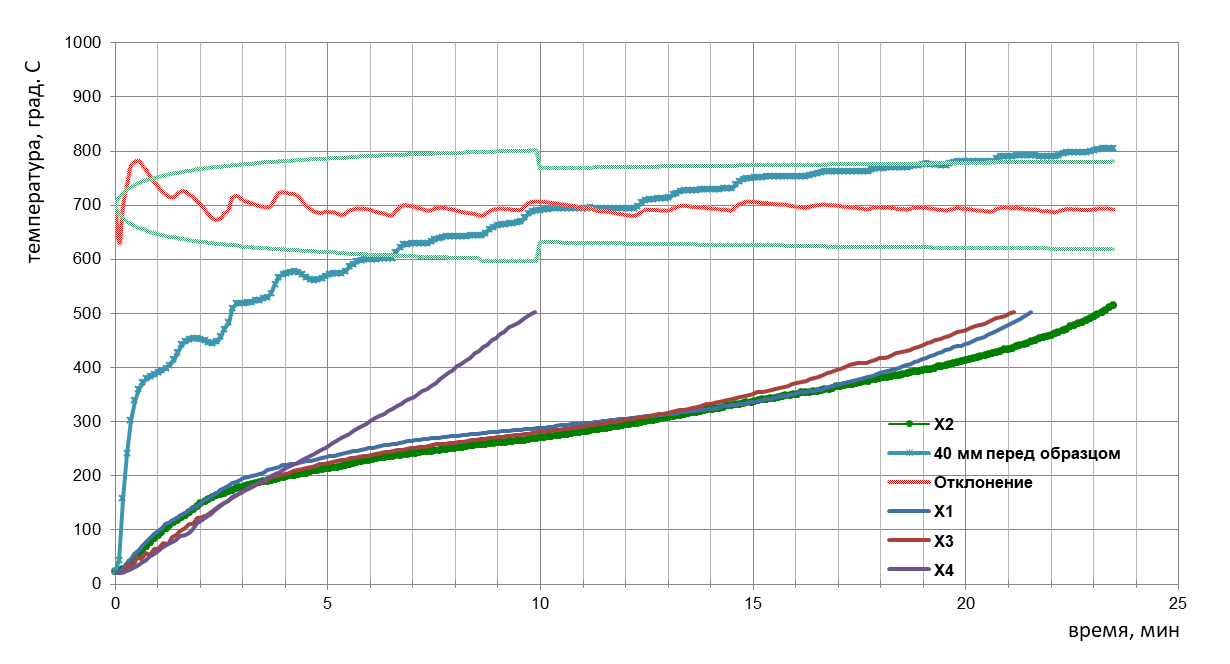
Результаты испытаний приведены в таблицах 1 и 2. Кривые нагрева образцов при температурном режиме стандартного пожара показаны на рис.1. В таблице 3 показаны заявленные огнезащитные характеристики исследуемых материалов.
Таблица 1. Огнезащитные характеристики исследуемых материалов при лабораторных испытаниях
|
Наименование материала |
Производитель |
Толщина сухого покрытия, мм |
Время достижения температуры 5000С, мин |
Характеристики пенококса |
||||
|---|---|---|---|---|---|---|---|---|
|
Высота. мм |
Отекание, мм |
Оголение подложки. мм |
Прочность |
Профиль |
||||
|
Огнезащитный состав Х1 |
Компания Х1 |
1,0 |
21,0 |
10,0 |
0 |
10…60 |
Мягкий |
Несимметричный, |
|
Огнезащитный состав Х2 |
Компания Х2 |
1,0 |
23,1 |
10,7 |
0 |
10..15 |
Прочный |
Несимметричный, «стягивание» с оголением верхней правой части подложки |
|
Огнезащитный состав Х3 |
Компания Х3 |
1,0 |
20,9 |
30 |
2 |
0 |
Рыхлый. непрочный |
Симметричный |
|
Огнезащитный состав Х4 |
Компания Х3 |
1,0 |
9,8 |
3 |
0 |
0 |
Пенококс отсутствует |
Симметричное обугленное покрытие |
В ходе эксперимента было установлено, что три покрытия Х1, Х2 и Х3 можно отнести к огнезащитным. Как показывает лабораторный эксперимент, они обеспечивают некоторую защиту стальной подложки от преждевременного нагрева до Т=500°С. При этом эндотермические эффекты, обусловленные протекаем физико-химических превращений в покрытии, присутствуют (рис.1) – на кривых видны участки с низкой скоростью нагрева образцов [2,3]. Температура начала работы покрытий стандартная для огнезащитных покрытий вспучивающегося типа - около 200°С. Исключением является покрытие Х4, которое нельзя отнести к огнезащитным: низкое время достижения образцом температуры 500°С, отсутствует пенококс, не наблюдается эндотермический эффект (рис.1).
Покрытия Х1, Х2 и Х3 обеспечивают практически одинаковое время нагрева образцов до критической температуры 5000C при разной высоте пенококса (табл.1) и при этом покрытия образуют разный по структуре и морфологии пенококс (табл.2).
Рис. 1 Кривые нагрева образцов исследуемых покрытий при лабораторных испытаниях
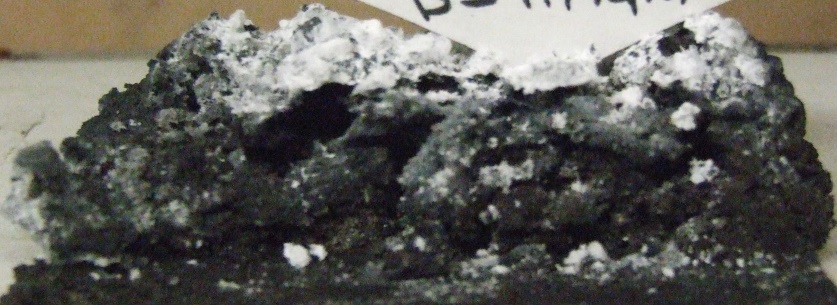
Особого внимания заслуживает структура и морфология пенококса, так как именно от этого зависят огнезащитные характеристики материала [1]. В данном случае мы имеем:
- слоистую структуру пенококса с открытыми ячейками, что обеспечивает высокую теплопроводность пенококса и отрицательно сказывается на теплоизолирующих свойствах пенококса.
- для покрытий Х1 и Х2 наблюдается стягивание пенококса с оголением стальной подложки, что провоцирует высокую скорость нагрева металлоконструкции и поэтому не обеспечит необходимый предел огнестойкости конструкции
- покрытия Х1 и Х2 имеют небольшую высоту пенококса уровне 10 мм (1 см) - на замкнутой поверхности двутавра в реальных условиях пожара скорее всего не будет такой высоты пенококса, а будет наблюдаться просто обугливание/карбонизация покрытия без вспучивания
- покрытие Х3 образует пенококс высотой 30 мм, но имеет рыхлую механически неустойчивую структуру, провоцирующую пенококс к разрушению при слабом механическом воздействии. Поэтому, при испытаниях по ГОСТ Р 53295 в условиях высокотемпературных воздушных потоков в испытательной камере/реальных условиях пожара вряд ли данный пенококс останется на колонне
Для всех покрытий наблюдается отсутствие полноценного озоленного слоя, что говорит о несовершенном техническом решении материала, не обеспечивающем последовательное протекание всех физико-химических превращений в огнезащитном покрытии. В покрытиях отсутствуют высокотемпературные химические превращения с образованием, напр. пирофосфата титана, который придает отражающий эффект пенококсу [2,3]. В данном случае поверхностный эффект отражения отсутствует.
Многочисленными исследованиями изучения влияния структуры кокса [1] на огнезащитные характеристики установлено, что не всегда, получив при лабораторных испытаниях удовлетворительную огнезащитную эффективность, мы получаем удовлетворительный результат при испытаниях на колоннах. Это объясняется влиянием таких факторов, как
- Масштабный фактор
- Замкнутый периметр покрытия
- Интенсивное перемещение воздуха и продуктов горения в испытательной камере
При лабораторных испытаниях пенококс исследуемых огнезащитных покрытий имеет неудовлетворительные структуру и морфологию. Поэтому, испытания по ГОСТ 30247.0-94 огнезащитных материалов, образующих механически неустойчивый кокс, заканчиваются обрушением кокса раньше прогнозируемого времени предела огнестойкости металлоконструкции с огнезащитным покрытием.
Таким образом, покрытия Х1, Х2 и Х3 можно назвать огнезащитными с неудовлетворительной структурой пенококса, не позволяющей обеспечить заявленные огнезащитные характеристики покрытий, указанные в табл.3. Что касается покрытия Х4, то оно вообще не является огнезащитным.
Кроме этого, все покрытия имеют очень низкие физико-механические свойства: ударопрочность, эластичность и адгезию (табл.4). Данный факт говорит о неудовлетворительных эксплуатационных характеристиках покрытий и очень коротком сроке эксплуатации менее 2 лет.
Таблица 2. Морфология пенококса исследуемых огнезащитных покрытий
| Наименование материала |
Морфология пенококса |
|---|---|
|
Огнезащитный состав Х1 |
 |
|
Огнезащитный состав Х2 |

|
|
Огнезащитный состав Х3 |
|
|
Огнезащитный состав Х4 |
|
Таблица 3. Огнезащитные характеристики покрытий, заявленные производителем
|
Наименование материала |
*ПТМ, мм |
Огнезащитная эффективность, мин |
|||
|---|---|---|---|---|---|
|
45 |
60 |
||||
|
Толщина сухого слоя, мм |
Расход материала, кг/м2 |
Толщина сухого слоя, мм |
Расход материала, кг/м2 |
||
|
Огнезащитный состав Х1 |
3,4 |
0,8 |
1,28 |
- |
- |
|
Огнезащитный состав Х2 |
3,4 |
0,58 |
1,0 |
1.5 |
1.7 |
|
Огнезащитный состав Х3 |
3,4 |
0,75 |
1,2 |
1,2 |
1,9 |
|
Огнезащитный состав Х4 |
3,4 |
0,75 |
1,2 |
1,2 |
1,9 |
*приведенная толщина металла
Таблица 4. Физико-механические характеристики исследуемых покрытий
|
Наименование материала |
Адгезия (200 мкм), балл |
Эластичность (90 мкм). мм |
Прочность при ударе (200 мкм). см |
Примечания |
|---|---|---|---|---|
|
Огнезащитный состав Х1 |
3 |
20 |
10 |
трещины на покрытии при толщине > 1,5 мм |
|
Огнезащитный состав Х2 |
3 |
20 |
20 |
трещины на покрытии при толщине > 1,5 мм |
|
Огнезащитный состав Х3 |
3 |
Более 10 |
40 |
|
|
Огнезащитный состав Х4 |
2 |
Более 10 |
30 |
|
В итоге, за что мы платим низкую цену на огнезащитный материал вполне очевидно – не за функциональность материала как огнезащитного, а за название, что этот материал огнезащитный. Вот и ответ на вопрос – почему мы горим с последствиями огромного материального ущерба, потерями человеческих жизней.
Поэтому, значительное снижение цены любого огнезащитного материала должно вызывать у потребителя потребность убедиться в качестве предлагаемой продукции, чтобы не оказаться заложником недобросовестного поставщика.
Следует еще раз подчеркнуть, что создание огнезащитного покрытия вспучивающегося типа с высокими адекватными огнезащитными характеристиками в сочетании с другими механическими и эксплуатационными свойствами возможно только при значительных инвестициях в разработку этого материала, поэтому, появление на рынке дешевых огнезащитных материалов создает определенный барьер для производителей качественной продукции, подрывает доверие потребителей ко всем производителям, косвенно влияя на объем рынка.
Цифра по контрафактной огнезащитной продукции на рынке огнезащиты очень велика. Введение новых технических регламентов и законодательных нормативов не привело к снижению контрафактной продукции.. Однако надо учесть. что у нас отсутствует государственный стандарт непосредственно на огнезащитные напыляемые составы, в котором будут установлены минимальные возможные толщины для каждой группы огнезащитной эффективности в зависимости от природы пленкообразователя и сформулированы требования к физико-механическим показателям огнезащитных покрытий. Для сегодняшней ситуации на рынке огнезащиты такой стандарт просто необходим.
Используемые литературные источники:
1. «Влияние наполнителей на структуру пенококса на основе полифосфата аммония», С.А. Ненахов, В.П. Пименова, Л.И. Натейкина, Журнал "Пожаровзрывобезопасность" №7, 2009 г.
2. «Физические превращения в огнезащитных вспенивающихся покрытиях на основе органо/неорганических составов» С.А. Ненахов, В.П. Пименова, Тезисы доклада на конференции «Полимерные материалы пониженной горючести», г. Вологда, 14-18 марта 2011 г.
3. «Физико-химия вспенивающихся огнезащитных покрытий на основе полифосфата аммония», С.А. Ненахов, к.х.н..; В.П. Пименова, к.х.н., ж. Пожаровзрывобезопасность. 2010. №8, стр. 11-58